四工位蝶阀加工机床主要由床身、动力头、自动控制旋转工作台、工装,数控系统、液压站、集中润滑装置、冷却自动排削装置,防护装置。
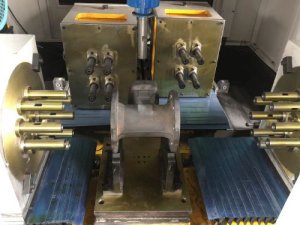
钻攻一体机是阀门、法兰面钻孔攻丝加工的一种机床,由于是用于阀门、法兰的钻孔攻丝,所以机床是双工位的。一个工位进行钻孔,一个工位进行攻丝。
减少人工,传统攻丝需要两道工序,即钻螺纹底孔、攻丝并需要使用磨具一个孔一个孔的加工,浪费时间,本机床可以一次性装夹即完成多个孔的钻孔攻丝工作,工作效率好。
加工效率好,在加工过程中机床采用一号动力头纵向进给工作完成螺纹底孔的钻孔工序,工件由横向工作台移动至优良工位,二号动力头纵向进给工作完成螺纹的攻丝工序,所需时间在1-2分钟。
机床采用十字联轴器带动花键轴传动,钻杆位置调节幅度大,机床可以加工阀门中口等同一平面上多个螺纹孔的产品。
钻孔攻丝一体机是阀门、法兰面钻孔攻丝加工的一种机床,由于是用于阀门、法兰的钻孔攻丝,所以机床是双工位的。一个工位进行钻孔,一个工位进行攻丝。
传统攻丝需要两道工序,即钻螺纹底孔、攻丝并需要使用磨具一个孔一个孔的加工,浪费时间,本机床可以一次装夹即完成多个孔的钻孔攻丝工作,工作效率好。
单面多孔钻床可完成各种法兰、阀门连接面上的不同类型分布孔(规则分布或不规则分布)多工位同时加工,可提高加工效率,减少装夹定位次数。